在表面貼裝技術(SMT)領域,雙面BGA回流焊接是最高難度的工藝之一。作為深圳1943科技的專業工程師,我們深知不恰當的溫度曲線會導致BGA焊點空洞、移位甚至損壞,良率可能下降至90%以下。
本文將深入探討雙面BGA回流焊接溫度曲線的設置方法,幫助您提升焊接質量和生產效率。
雙面BGA回流焊接的挑戰
雙面BGA板在回流焊接過程中面臨多重挑戰:第一面焊接完成后需經歷第二次高溫回流,容易導致已焊接的BGA焊點二次熔融,引起移位或可靠性下降;BGA體積大、熱容量高,其實際焊接溫度往往比其他小型元件低8℃左右;雙面板兩側溫度分布不均勻,容易產生熱應力,導致焊盤坑裂。

回流焊接溫度曲線的四個關鍵階段
1. 預熱區
預熱區是從室溫提升到活性溫度的階段,目標是使焊膏中的溶劑適度揮發,破壞金屬氧化膜,為后續焊接做好準備。這個階段的升溫速率至關重要:過快會產生熱沖擊,導致基板和器件受損;過慢則溶劑揮發不充分,影響焊接質量。
根據深圳1943科技的經驗,最佳升溫速率應控制在1~3℃/秒,最大不超過4℃/秒。對于雙面BGA板,特別是帶有大型BGA元件的板卡,我們建議采用較為保守的1~2℃/秒升溫速率,以減少熱應力。
2. 保溫區
保溫區(也稱活性區)是溫度從約140℃上升到170℃的過程。此階段的主要目的是使PCB各個區域的溫度趨于均勻,減少溫差,同時激活助焊劑,清除焊盤、焊料球及元件引腳上的氧化物。
保溫區一般占加熱通道的33~50%,持續時間約40~120秒。對于雙面BGA板,適當延長保溫時間(80-120秒)有助于減少BGA焊點中的空洞,特別是當板厚超過1.6mm或有多層BGA布局時。
3. 回流區
回流區是焊料熔化的關鍵階段,溫度需上升至焊料熔點以上,完成浸潤過程。此階段的溫度設置尤為關鍵:峰值溫度過低會導致冷焊;過高則會損傷元器件或PCB。
典型峰值溫度一般為205~230℃。對于無鉛工藝,峰值溫度應維持在230~245℃,液相線以上時間(TAL)應為60~90秒。深圳1943科技建議,對于雙面板的第二面焊接,峰值溫度應比第一面低5~10℃,以保護第一面已焊接的BGA元件。
4. 冷卻區
冷卻區是焊點凝固成型的關鍵階段。快速降溫有助于得到明亮的焊點,并有好的完整性和低的接觸角度。但過快的冷卻會導致元件和基板間溫度梯度太大,產生熱膨脹不匹配。
最佳冷卻速率約為4℃/秒。對于雙面BGA板,特別是厚板或高密度板,適當降低冷卻速率到1.5℃/秒可減少層壓板應變,降低焊盤坑裂風險。

雙面BGA回流焊接溫度曲線的特殊設置
第一面與第二面焊接的區別
雙面BGA板的兩面焊接需要不同的溫度曲線策略:
- 第一面焊接:可以采用標準的溫度曲線,峰值溫度可設置在推薦范圍的上限(如無鉛工藝240-245℃)
- 第二面焊接:需采用“溫和”的溫度曲線,峰值溫度應設置在推薦范圍的下限(如無鉛工藝230-235℃),減少對第一面焊點的熱影響
根據深圳1943科技的實際測試數據,第二面焊接時,PCB反面的最高溫度不應超過焊膏熔化溫度(179℃),以防止第一面小型元件的脫落或移位。
BGA元件的特殊考慮
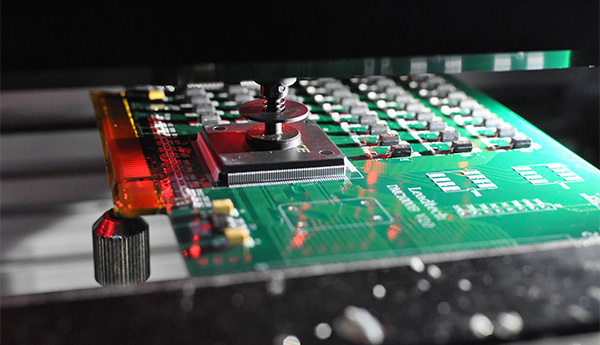
BGA元件由于體積大、熱容量高,其實際焊接溫度比板面測量溫度低約5~8℃。因此,測量BGA焊點溫度時必須將熱電偶伸入到BGA體下方,而不是僅放在BGA外側。
深圳1943科技采用在PCB上開小槽的方法,將熱電偶伸入BGA下方,直接測量焊點處的實際溫度。這一措施使我們能夠精確控制BGA的焊接溫度,將其與其它組件溫度相兼容。

溫度曲線的測試與優化方法
熱電偶選擇與安裝
溫度曲線測試推薦使用K型熱電偶,偶絲直徑0.1~0.3mm為宜。安裝熱電偶時,應選取能代表SMA組件上溫度變化的測試點,一般至少應選取三點:溫度最高點(通常是SMA與傳送方向相垂直的無元件邊緣中心處)、溫度最低點(通常是SMA靠近中心部位的大型元器件處)以及中間點。
固定熱電偶的最佳方法是使用高溫焊料,如銀錫合金,焊點應盡可能小。也可以使用熱化合物斑點覆蓋熱電偶,然后用高溫膠帶粘貼。
測試與優化流程
深圳1943科技采用以下系統化流程測試和優化溫度曲線:
- 根據PCB特性設定初始傳送帶速度,通常使總加熱時間在3-4分鐘
- 初步設定各溫區溫度,基于焊膏供應商推薦曲線和PCB特性
- 在爐溫穩定后,進行首次溫度曲線測試
- 分析實測曲線與理想曲線的差異,調整爐溫設置
- 重復測試和調整,直到實測曲線符合要求
- 使用實際單板焊接驗證,確認后存儲為正式程序
根據我們的經驗,開發一個優化的溫度曲線通常需要2~3次“設置-測試”循環。

深圳1943科技的專業實踐建議
針對不同情形的設置分類
根據PCB的類型和復雜度,深圳1943科技將回流焊設置分為三類:
- A類設置:單面回流焊產品,雙面回流焊第一面(不帶BGA產品)
- B類設置:普通雙面回流焊的第二面
- C類設置:所有帶BGA的產品
對于雙面BGA板,第一面采用C類設置,第二面則采用特殊的“雙面BGA”設置,既保證第二面焊接質量,又保護第一面BGA焊點。
提高良率的關鍵參數
根據深圳1943科技的內部數據,通過優化以下關鍵參數,雙面BGA焊接良率可從90%提升至99.9%以上:
- 預熱速率:嚴格控制在1-2℃/秒,減少BGA內部應力
- 保溫時間:延長至100-140秒,確保溫度均勻性
- 峰值溫度:第一面235-245℃,第二面225-235℃(無鉛工藝)
- 高于液相線時間:嚴格控制為60-90秒,避免焊點脆化
- 冷卻速率:2-4℃/秒,平衡焊點完整性與熱應力
結語
雙面BGA回流焊接溫度曲線的設置是SMT工藝中的關鍵技術,直接影響產品的可靠性和良率。通過科學的溫度曲線設計、精密的測試和持續的優化,深圳1943科技已幫助很多客戶解決了雙面BGA焊接的難題。
正確的溫度曲線不僅能提升產品質量,還能降低生產成本,提高市場競爭力。如果您在雙面BGA焊接過程中遇到任何問題,歡迎聯系深圳1943科技的技術團隊,我們將為您提供專業的解決方案。


 2024-04-26
2024-04-26