在電子制造行業中,PCBA貼片加工直通率是衡量生產效率與產品質量的核心指標。對于1943科技而言,直通率不僅關乎成本控制,更是贏得客戶信任、提升市場競爭力的關鍵。本文將深入探討PCBA貼片加工直通率的定義、影響因素及提升策略,助力行業用戶精準把握這一關鍵指標。
一、什么是PCBA貼片加工直通率
PCBA貼片加工直通率,是指在單次生產流程中,從貼片到最終測試環節一次性通過所有質量檢測的PCBA比例。該指標以百分比形式呈現,例如98%的直通率意味著每100塊PCBA中,有98塊無需返工或修復即可進入下一環節。直通率越高,表明生產線越穩定,資源浪費越少,最終產品質量越可靠。
二、影響PCBA貼片加工直通率的關鍵因素
(一)錫膏印刷工藝
錫膏印刷是影響焊接質量的首要因素。鋼網厚度通常為0.1-0.15mm,開口尺寸比焊盤小5%-10%。印刷參數設置需考慮刮刀壓力(5-15kg)、速度(20-80mm/s)、分離速度(0.5-3mm/s)等。印刷后需進行SPI(錫膏檢測)檢查,確保厚度偏差不超過±15%。

(二)元器件貼裝技術
現代貼片機采用視覺對位系統,通過上視相機識別Mark點,下視相機精確定位元器件。對于0402以下小尺寸元件,需特別注意吸嘴選擇、貼裝壓力(0.5-1.2N)、貼裝高度(0.1-0.3mm)等參數設置。
(三)回流焊接工藝
回流焊溫度曲線分為預熱、保溫、回流、冷卻四個階段。無鉛工藝的峰值溫度通常為240-250℃,液相線以上時間控制在30-90秒。溫度設置需考慮PCB厚度、元器件熱容量、焊膏特性等因素。
三、提升PCBA貼片加工直通率的策略
(一)全流程工藝控制體系
-
印刷工藝優化:采用鋼網厚度≤0.12mm的激光切割加電拋光工藝,控制刮刀壓力在5-8N范圍內,速度20-40mm/s,每5-10片PCB用無塵擦網紙清潔一次鋼網。
-
貼裝工藝精準控制:建立精準元件數據庫,定期校驗與更新,優化貼裝順序,先貼低元件后貼高元件,針對不同元件特性,精準設置貼裝壓力和真空強度。
-
回流焊工藝精細化:根據產品特性定制溫度曲線,確保充分預熱和回流,控制冷卻速率在2-4℃/s范圍內,避免焊點裂紋,定期檢查回流爐鏈條和加熱系統,確保熱分布均勻。
(二)先進設備與工裝投入
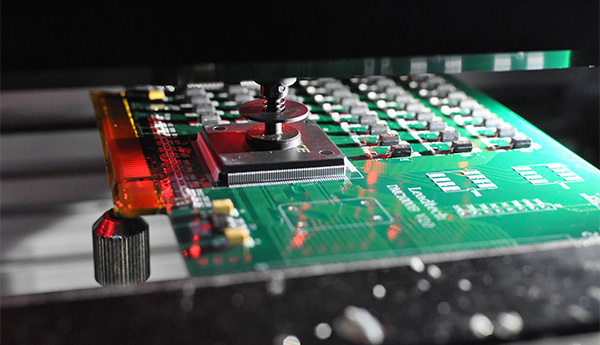
1943科技引進了一系列先進設備,為高質量生產提供硬件保障,包括高精度全自動印刷機、多功能貼片機、十二溫區回流焊爐,以及AOI、SPI和X-Ray檢測設備,實現全方位質量監控。

(三)數據驅動的質量管理
-
實時監控系統:實施SPC過程控制,對關鍵參數實時監控,錫膏檢測(SPI)數據反饋至貼片程序,對焊膏不良位點重點監控,建立缺陷數據庫,定期分析趨勢,實施針對性改進。
-
預防性維護體系:制定設備定期維護計劃,減少突發故障,每周進行鋼網張力測試,確保張力值在35N/cm以上,建立設備性能追蹤系統,預測性更換易損件。
四、結語
在電子制造行業競爭日益激烈的當下,PCBA貼片加工直通率已成為影響企業市場競爭力的核心因素。1943科技始終以99.5%+的高直通率為標準,以“一次做好”的工匠精神,為各類電子產品提供穩定、可靠的SMT貼片與PCBA加工服務。如果您正在尋找高直通率、高品質的SMT貼片加工廠,歡迎聯系1943科技。我們將為您提供從DFM可制造性分析、樣品打樣到批量生產的全流程服務,以穩定的品質、高效的交付,助力您的產品搶占市場先機。

 2024-04-26
2024-04-26