在SMT貼片加工與PCBA制造流程中,錫膏作為核心焊接材料,其使用方法的規范性直接影響焊點質量、產品良率乃至生產效率。不少PCBA加工企業因錫膏使用不當,常出現虛焊、橋連、錫珠等問題,增加返工成本的同時延誤交付周期。本文結合1943科技多年SMT貼片加工實操經驗,從錫膏選擇、前期準備、印刷操作、后續管理四大核心環節,詳解錫膏正確使用方法,助力行業伙伴規避加工風險,提升PCBA產品可靠性。
一、前提:選對錫膏,適配SMT加工需求
錫膏使用的第一步,是根據PCBA產品的加工要求與基板特性選擇適配型號,這是保障焊接效果的基礎。若錫膏型號與加工場景不匹配,后續操作再規范也難以避免質量問題。
1. 按合金成分選擇:常見錫膏合金成分有Sn63/Pb37、Sn62/Pb36/Ag2、Sn96.5/Ag3.0/Cu0.5等,不同成分的錫膏熔點、焊接穩定性存在差異。例如Sn63/Pb37錫膏熔點為183℃,焊接流動性好,適用于多數常規PCBA產品;無鉛錫膏(如Sn96.5/Ag3.0/Cu0.5)熔點為217℃,符合環保要求,適用于對環保有明確規定的加工場景。
2. 按顆粒度選擇:錫膏顆粒度需與PCB焊盤尺寸匹配,焊盤越小,要求錫膏顆粒度越細。常規PCBA加工可選擇顆粒度20-45μm的錫膏;若涉及精密元件貼片(如0402、0201封裝元件),需選擇15-25μm的細顆粒錫膏,避免因顆粒過大導致焊盤填錫不足或橋連。
3. 按粘度選擇:錫膏粘度直接影響印刷效果,粘度過高易導致印刷不順暢、漏印;粘度過低則可能出現塌邊、錫珠。一般情況下,高速貼片機配套印刷需選擇粘度適中(8000-12000 cP)的錫膏;手動印刷或針對復雜焊盤設計時,可根據實際情況微調粘度。

二、關鍵:錫膏使用前準備,筑牢質量基礎
錫膏在開封使用前,需經過規范的準備流程,目的是保證錫膏均勻性、穩定性,避免因溫度、濕度等環境因素影響焊接性能。
1. 低溫儲存與回溫:錫膏需密封保存在2-10℃的低溫環境中,避免陽光直射和高溫潮濕環境,防止錫膏氧化、變質。使用前需從冰箱取出,在室溫(20-25℃)下自然回溫,回溫時間不少于4小時,且嚴禁通過加熱方式快速回溫。回溫的核心目的是消除錫膏與環境的溫度差,避免開封后空氣中的水汽凝結在錫膏表面,導致焊接時出現錫珠、氣孔。
2. 開封檢查與攪拌:回溫完成后開封,首先檢查錫膏外觀,優質錫膏應呈均勻膏狀,無結塊、分層、氣泡等現象,顏色一致。若出現分層,需進行攪拌處理:手動攪拌時,用攪拌刀沿同一方向緩慢攪拌3-5分鐘,直至錫膏均勻無顆粒;使用自動攪拌器時,設定轉速30-50r/min,攪拌2-3分鐘即可。攪拌后的錫膏需靜置10-15分鐘,讓攪拌過程中產生的氣泡自然排出,避免印刷時氣泡導致焊盤缺錫。
3. 環境控制:錫膏使用環境需滿足溫度20-25℃、相對濕度40%-60%的要求。濕度過高易導致錫膏吸潮,焊接時產生氣孔;濕度過低則會使錫膏粘度上升,影響印刷流動性。同時,環境需保持清潔,避免灰塵、雜物混入錫膏,污染焊盤。

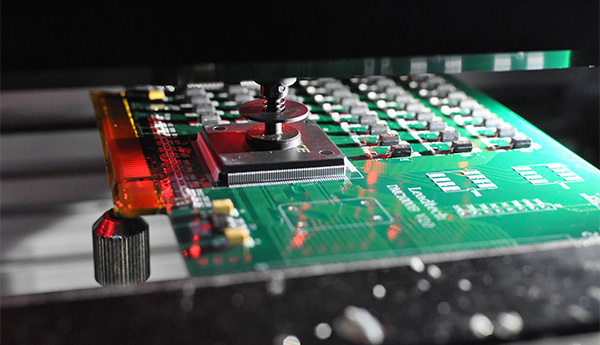
三、核心:印刷過程操作,把控細節提升良率
印刷是錫膏使用的核心環節,印刷質量直接決定焊點成型效果。操作時需重點把控刮刀參數、印刷速度、脫模時機等細節,確保錫膏均勻、準確地轉移到PCB焊盤上。
1. 刮刀選擇與參數設定:刮刀材質分為鋼刮刀和橡膠刮刀,鋼刮刀適用于多數錫膏類型,刮印精度高,不易變形;橡膠刮刀適用于柔性基板或特殊焊盤設計。刮刀角度一般設定為45°-60°,角度過小易導致錫膏刮印過多,出現橋連;角度過大則可能刮印不足,導致缺錫。刮刀壓力需根據錫膏粘度和印刷速度調整,以剛好能將錫膏刮平、覆蓋焊盤為準,避免壓力過大損傷鋼網或PCB。
2. 印刷速度與間距控制:印刷速度建議設定為20-50mm/s,速度過快會導致錫膏無法充分填充鋼網開孔,出現漏印;速度過慢則會使錫膏過度擠壓,產生塌邊。同時,需控制鋼網與PCB之間的間距(即脫模間隙),常規加工可采用零間隙印刷,確保錫膏完整轉移到焊盤上;針對特殊PCB材質或厚板,可適當調整間隙,但需避免間隙過大導致錫珠。
3. 印刷后檢查與清潔:每印刷5-10塊PCB,需對鋼網進行檢查,若發現鋼網開孔有錫膏殘留或堵塞,需及時用無塵紙蘸取專用清潔劑(如異丙醇)進行清潔,避免殘留錫膏影響后續印刷質量。同時,隨機抽取印刷后的PCB,通過放大鏡檢查焊盤錫膏覆蓋情況,確保錫膏量均勻、無缺錫、橋連、錫珠等問題,發現異常及時調整印刷參數。

四、收尾:錫膏使用后管理,減少浪費與變質
錫膏開封后若未一次性用完,需進行規范的后續管理,避免因儲存不當導致變質,同時減少材料浪費。
1. 剩余錫膏處理:開封后未用完的錫膏,需及時收集到干凈的密封容器中,標注開封日期和剩余量,避免與新錫膏混合使用(若需混合,需確保型號一致且剩余錫膏無變質)。收集后的錫膏需在4小時內重新放入2-10℃的冰箱儲存,再次使用時需重新進行回溫、攪拌、靜置流程,且開封后的錫膏建議在24小時內用完。
2. 變質錫膏判斷與處理:若錫膏出現以下情況,說明已變質,嚴禁使用:① 顏色變深、發灰,出現明顯氧化現象;② 產生結塊、分層,攪拌后無法恢復均勻膏狀;③ 粘度異常(過高或過低),印刷時無法正常轉移到焊盤。變質錫膏需按環保要求妥善處理,不可隨意丟棄。

五、總結:規范錫膏使用,保障PCBA加工質量
錫膏作為SMT貼片加工與PCBA制造的核心材料,其使用方法的規范性貫穿“選擇-準備-印刷-管理”全流程。只有選對適配的錫膏型號,做好使用前的回溫、攪拌,把控印刷過程中的細節參數,規范使用后的儲存管理,才能有效避免焊接質量問題,提升PCBA產品良率和生產效率。
1943科技深耕SMT貼片與PCBA加工領域,始終以標準化流程把控每一個加工環節,從材料選型到實操落地,為客戶提供穩定、高效的PCBA加工解決方案。若您在SMT貼片加工過程中遇到相關問題,歡迎隨時聯系1943科技,我們將為您提供專業的技術支持。


 2024-04-26
2024-04-26