在SMT貼片與PCBA加工領(lǐng)域,PCB焊接是決定產(chǎn)品穩(wěn)定性與使用壽命的關(guān)鍵工序。無(wú)論是高密度微型元件組裝,還是復(fù)雜模塊集成,每一個(gè)焊點(diǎn)的質(zhì)量都直接關(guān)聯(lián)終端產(chǎn)品的運(yùn)行效能。作為專注SMT貼片加工的企業(yè),1943科技結(jié)合行業(yè)技術(shù)標(biāo)準(zhǔn)與實(shí)戰(zhàn)經(jīng)驗(yàn),詳解PCB焊接的核心工藝、常見(jiàn)問(wèn)題及質(zhì)量控制要點(diǎn),為電子制造企業(yè)提供專業(yè)參考。
一、主流PCB焊接工藝及應(yīng)用場(chǎng)景
PCB焊接工藝的選擇需匹配元件類型、產(chǎn)品密度及生產(chǎn)規(guī)模,不同工藝各有其技術(shù)特性與適用場(chǎng)景:
1.回流焊:SMT貼片的核心焊接方式
回流焊是表面貼裝技術(shù)的核心流程,適用于微型化、高密度PCB組裝。其工藝流程分為三步:先通過(guò)鋼網(wǎng)將焊錫膏精準(zhǔn)印刷至焊盤,再由高速貼片機(jī)將SMT元件定位貼裝,最后送入回流焊爐完成焊接。
溫度曲線控制是回流焊的關(guān)鍵,需嚴(yán)格劃分預(yù)熱區(qū)、保溫區(qū)、回流區(qū)與冷卻區(qū)。預(yù)熱區(qū)升溫速率控制在1-3℃/s,避免熱沖擊;回流區(qū)峰值溫度需高于焊料熔點(diǎn)30-40℃,確保焊料充分浸潤(rùn);冷卻區(qū)需控制降溫速率,防止焊點(diǎn)產(chǎn)生熱應(yīng)力。加熱方式以熱風(fēng)回流為主,具備加熱均勻、一致性強(qiáng)的優(yōu)勢(shì),能滿足0402等微小元件及細(xì)間距封裝的焊接需求。
2.波峰焊:通孔元件的批量焊接方案
波峰焊通過(guò)機(jī)械泵形成穩(wěn)定的熔融焊錫波峰,讓插裝通孔元件的PCB底面與波峰接觸,借助毛細(xì)作用完成焊點(diǎn)成型,是批量處理插件電阻、電容、連接器的高效工藝。
工藝控制的核心在于三點(diǎn):PCB需提前預(yù)熱至80-160℃,活化助焊劑并避免熱沖擊;波峰高度與PCB接觸角度控制在6-8度,確保焊料均勻覆蓋;焊接時(shí)間嚴(yán)格把控在3-5秒,避免出現(xiàn)虛焊或過(guò)焊。

3.手工焊接:精準(zhǔn)返修與特殊場(chǎng)景應(yīng)用
手工焊接憑借靈活性優(yōu)勢(shì),成為小批量生產(chǎn)、樣品制作及返修補(bǔ)焊的重要方式。其質(zhì)量依賴工具選擇與操作規(guī)范:需根據(jù)元件尺寸匹配20W-80W功率的烙鐵及對(duì)應(yīng)形狀的烙鐵頭,有鉛焊錫焊接溫度需高于熔點(diǎn)183℃,無(wú)鉛焊錫則需達(dá)到217℃以上。
操作時(shí)需遵循“先加熱焊盤與引腳,后送錫”的原則,烙鐵接觸時(shí)間控制在2-4秒,形成光亮、圓錐形的標(biāo)準(zhǔn)焊點(diǎn)。手工焊接尤其適合處理熱敏感元件或自動(dòng)化設(shè)備難以觸及的焊接位置。
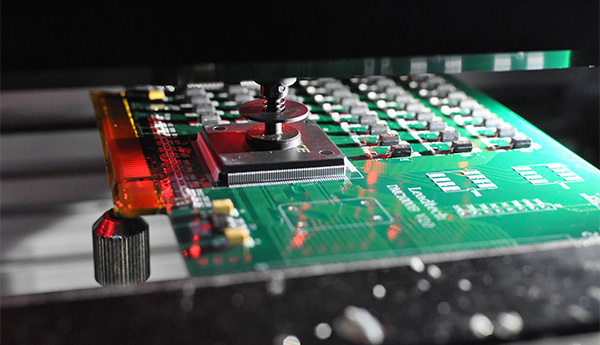
4.選擇性焊接:混合工藝的精密解決方案
針對(duì)通孔元件與SMT元件共存的復(fù)雜PCB,選擇性焊接通過(guò)微型波峰焊嘴進(jìn)行局部定點(diǎn)焊接,可避免對(duì)已焊接的SMT元件造成二次熱沖擊。其核心優(yōu)勢(shì)在于精準(zhǔn)控制焊接區(qū)域,大幅節(jié)省焊料用量,適合高密度混裝板及高價(jià)值產(chǎn)品的焊接需求。

二、PCB焊接常見(jiàn)缺陷及解決方案
焊接缺陷是導(dǎo)致PCBA失效的主要原因,據(jù)行業(yè)標(biāo)準(zhǔn)數(shù)據(jù),焊接缺陷占電子組裝失效的60%以上,需通過(guò)科學(xué)工藝優(yōu)化實(shí)現(xiàn)有效控制:
1.虛焊:隱形的連接故障
虛焊表現(xiàn)為焊點(diǎn)潤(rùn)濕不全,電氣連接不穩(wěn)定,占焊接故障的42%。主要成因包括焊盤氧化、回流焊峰值溫度不足或助焊劑活性不夠。解決方案需從三方面入手:焊前對(duì)PCB進(jìn)行120℃烘烤2小時(shí),去除濕氣并活化焊盤;優(yōu)化回流焊參數(shù),確保峰值溫度達(dá)標(biāo);采用高活性助焊劑,促進(jìn)焊料與焊盤形成穩(wěn)定金屬間化合物層。檢測(cè)可結(jié)合X射線檢測(cè)與電測(cè)試,確保焊點(diǎn)內(nèi)部連接完整。
2.橋連:相鄰引腳的短路隱患
橋連常見(jiàn)于高密度封裝,因焊料過(guò)量或流動(dòng)過(guò)度導(dǎo)致相鄰引腳短路。解決核心在于控制焊膏用量與回流參數(shù):鋼網(wǎng)開(kāi)口需匹配引腳間距,0.5mm間距引腳的鋼網(wǎng)開(kāi)口寬度應(yīng)控制在0.23mm;預(yù)熱區(qū)溫度斜率控制在1-2℃/s,避免焊膏過(guò)早流動(dòng);通過(guò)AOI光學(xué)檢測(cè)實(shí)現(xiàn)實(shí)時(shí)監(jiān)控,檢測(cè)率可達(dá)90%以上。
3.立碑:小型元件的傾斜問(wèn)題
立碑現(xiàn)象多發(fā)生在0402、0201等小型元件,因兩端焊盤熱容差異過(guò)大或回流焊風(fēng)速過(guò)高導(dǎo)致。需通過(guò)優(yōu)化焊盤設(shè)計(jì),確保兩端熱容差小于10%;調(diào)整回流焊參數(shù),升溫斜率≤2℃/s,熱風(fēng)速度控制在1m/s以下;借助AOI結(jié)合3D輪廓掃描,高效識(shí)別傾斜元件。
4.冷焊:表面完好的內(nèi)部隱患
冷焊表現(xiàn)為焊點(diǎn)表面光滑但內(nèi)部連接不牢固,源于焊接溫度不足或保溫時(shí)間不夠。解決方案需調(diào)整回流曲線,確保無(wú)鉛焊料峰值溫度達(dá)到235±5℃,液相線以上時(shí)間控制在90-120s;選擇ROM1級(jí)高活性助焊劑,增強(qiáng)焊料潤(rùn)濕性;通過(guò)顯微切片分析驗(yàn)證金屬間化合物層厚度,確保在1-5μm的合格范圍。

三、PCB焊接質(zhì)量控制全流程規(guī)范
高質(zhì)量焊接依賴全流程閉環(huán)管理,從前期準(zhǔn)備到后期檢驗(yàn)形成完整控制體系:
1.焊接前:基礎(chǔ)條件把控
物料控制需檢查PCB基板無(wú)變形、焊盤潔凈無(wú)氧化,元器件引腳無(wú)銹蝕、鍍層完好,焊料與助焊劑符合工藝要求并規(guī)范存儲(chǔ)。生產(chǎn)環(huán)境需維持22±2℃溫度、50±10%相對(duì)濕度,配備防靜電工作臺(tái)與手環(huán),避免灰塵、油污污染及靜電損傷。設(shè)備方面需定期校準(zhǔn)焊接設(shè)備參數(shù),確保烙鐵溫度、回流焊爐溫等精準(zhǔn)達(dá)標(biāo)。
2.焊接中:關(guān)鍵參數(shù)管控
焊膏印刷環(huán)節(jié)需控制厚度公差±15μm,確保脫模速度在0.5-1.5mm/s;元器件貼裝需保證±25微米的定位精度,避免引腳偏移;回流焊與波峰焊需實(shí)時(shí)監(jiān)控溫度曲線、傳送速度等核心參數(shù),建立工藝參數(shù)檔案。操作人員需經(jīng)過(guò)專業(yè)培訓(xùn),嚴(yán)格執(zhí)行標(biāo)準(zhǔn)化操作流程。
3.焊接后:全面檢驗(yàn)與改進(jìn)
焊接完成后需通過(guò)多重檢測(cè)驗(yàn)證質(zhì)量:AOI光學(xué)檢測(cè)快速識(shí)別表面缺陷,X射線檢測(cè)穿透封裝檢查內(nèi)部焊點(diǎn),手工目視復(fù)檢關(guān)鍵部位。對(duì)不合格品及時(shí)返修,記錄缺陷類型與成因,通過(guò)統(tǒng)計(jì)過(guò)程控制體系持續(xù)優(yōu)化工藝參數(shù),降低百萬(wàn)分率缺陷。
系我們")
四、1943科技的PCB焊接技術(shù)優(yōu)勢(shì)
1943科技深耕SMT貼片與PCBA加工領(lǐng)域,以精準(zhǔn)工藝控制與智能化設(shè)備為支撐,構(gòu)建高品質(zhì)PCB焊接服務(wù)體系:
- 設(shè)備保障:配備高精度回流焊爐、波峰焊設(shè)備及AI視覺(jué)檢測(cè)系統(tǒng),AOI缺陷識(shí)別率超99.9%,確保焊接一致性與穩(wěn)定性。
- 工藝能力:精通多種焊接工藝,可適配從微小元件到復(fù)雜混裝板的多樣化焊接需求,支持多品種、小批量柔性生產(chǎn)。
- 質(zhì)量管控:建立全流程質(zhì)量控制體系,從物料檢驗(yàn)、工藝參數(shù)監(jiān)控到成品檢測(cè)形成閉環(huán),焊接良率保持在99.5%以上。
- 技術(shù)支持:提供焊接工藝優(yōu)化咨詢,根據(jù)客戶產(chǎn)品特性定制專屬焊接方案,解決各類復(fù)雜焊接難題。
PCB焊接的精度與可靠性直接決定PCBA產(chǎn)品的核心競(jìng)爭(zhēng)力,選擇專業(yè)的SMT貼片加工合作伙伴是保障產(chǎn)品質(zhì)量的關(guān)鍵。1943科技憑借成熟的焊接技術(shù)、嚴(yán)格的質(zhì)量管控與豐富的行業(yè)經(jīng)驗(yàn),為各類電子制造企業(yè)提供高效、穩(wěn)定的PCB焊接解決方案,助力客戶實(shí)現(xiàn)產(chǎn)品品質(zhì)升級(jí)。

 2024-04-26
2024-04-26