BGA虛焊是影響產(chǎn)品可靠性的主要隱患之一。隨著電子元件向高密度、微型化發(fā)展,如何有效預防并準確檢測BGA虛焊缺陷,已成為SMT貼片加工企業(yè)的核心競爭力。1943科技分享BGA虛焊的成因及防控措施,并詳解X-Ray檢測參數(shù)的優(yōu)化設置方法。
一、BGA虛焊的根源分析
BGA虛焊是指焊點界面未形成良好的金屬間化合物(IMC),導致元件與PCB之間連接不可靠。其產(chǎn)生原因復雜多樣,主要可歸納為以下幾個方面:
1. 工藝設計因素
焊盤設計缺陷是導致虛焊的重要原因之一。焊盤上存在通孔會導致焊錫流失,造成焊料不足;焊盤尺寸或間距不符合標準也會引發(fā)焊接不良。同時,不合理的鋼網(wǎng)開口設計會導致錫膏沉積量不足或過量,影響焊接質(zhì)量。
2. 材料因素
PCB或元器件氧化會顯著降低可焊性。當焊盤發(fā)烏失去金屬光澤,或元器件引腳出現(xiàn)氧化時,焊接界面難以形成良好結(jié)合。錫膏質(zhì)量也不容忽視,錫膏中的金屬含量不足、助焊劑活性不夠或錫膏變質(zhì),都會直接導致虛焊。
3. 工藝控制因素
回流焊溫度曲線設置不當是常見問題。溫度過低或高溫區(qū)時間不足會導致焊料熔融不充分,潤濕性差;溫度過高則可能損傷元器件或PCB。貼裝精度不足也是重要因素,BGA焊球與焊盤之間的微小偏移就可能導致焊接不良。

二、BGA虛焊的預防措施
1. 優(yōu)化焊膏印刷工藝
精細調(diào)控鋼網(wǎng)參數(shù)是關鍵。根據(jù)BGA焊盤尺寸和間距,優(yōu)化鋼網(wǎng)厚度和開口尺寸,確保錫膏量適中。同時控制焊膏粘度和印刷速度,保證錫膏均勻沉積。定期清潔鋼網(wǎng),檢查鋼板張力,可有效防止印刷缺陷。
2. 精確控制回流焊曲線
針對BGA封裝的特點,制定科學的溫度曲線至關重要。預熱階段應逐步升溫,避免熱沖擊;回流階段需確保焊料充分熔化并潤濕焊盤;冷卻階段要控制降溫速率,避免熱應力集中。建議根據(jù)PCB厚度、元件布局和錫膏規(guī)格進行個性化設置。
3. 嚴格物料管理
建立完善的物料管理制度,執(zhí)行“先進先出”原則,防止PCB和元器件過期。對存儲時間較長的PCB,在焊接前進行適當烘烤去除濕氣(如化銀板120℃烘烤1小時)。來料時嚴格檢驗,避免使用已氧化或受污染的物料。
4. 提高貼裝精度
選用高精度貼片機,定期校驗設備狀態(tài)。針對BGA元件,優(yōu)化識別算法和定位系統(tǒng),確保貼裝坐標準確。生產(chǎn)過程中,定期檢查貼裝精度,及時調(diào)整偏移參數(shù)。

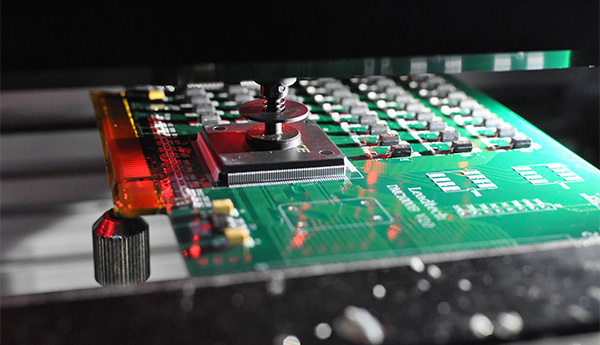
三、X-Ray檢測參數(shù)設置手冊
X-Ray檢測是識別BGA虛焊的核心技術,正確的參數(shù)設置是確保檢測效果的前提。以下是針對BGA檢測的關鍵參數(shù)設置指南:
1. 核心參數(shù)設置原則
??電壓(kV)與穿透能力?? 電壓值決定了X射線的穿透能力。對于不同層數(shù)的PCB,推薦設置如下:
- 4層板:70-90kV
- 6層以上:100-130kV 電壓過高會導致高密度IC內(nèi)部結(jié)構(gòu)模糊,電壓不足則穿透力不夠,圖像對比度差。
??電流(μA)與信噪比平衡?? 電流值影響圖像信噪比。一般130kV設備建議設置在320-450μA范圍。電流每增加10μA,圖像信噪比可提升約15%,但需注意熱管理,持續(xù)高電流需啟動冷卻系統(tǒng)。 ??放大倍率與分辨率匹配?? 根據(jù)BGA焊球尺寸選擇合適倍率:
- μBGA焊球(0.2mm):800-1200X
- 標準BGA焊球:400-600X
- 通孔填充檢查:200-300X 較高倍率可提高分辨率,但會減少視野范圍,需根據(jù)檢測目標權(quán)衡。
2. 特殊參數(shù)調(diào)整策略
??濾波器選擇??
- 銅濾波片:吸收軟射線,降低PCB基材噪點
- 鈹窗應用:高密度元件檢測時提升微焊點對比度
- 厚度匹配:0.1mm濾波器適用于多數(shù)SMT場景
??時間參數(shù)優(yōu)化??
- 曝光時間:0.8-1.5秒平衡效率與清晰度
- 圖像疊加:3幀疊加可使空洞識別率提升22%
- 運動控制:傳送帶速≤50mm/s保障成像穩(wěn)定性
3. 檢測角度與位置設置
??垂直透視(0°)?? 適用于檢測連錫、錫多、錫少、移位、空洞、焊錫面積、裂紋損傷等缺陷。這是最基本的檢測方式,能提供焊點的整體形態(tài)信息。 ??傾斜透視(40°-45°)?? 對于BGA虛焊(枕焊)、通孔上錫、引腳側(cè)向潤濕檢測、引腳翹起等缺陷,傾斜透視更具優(yōu)勢。傾斜角度能揭示垂直方向無法發(fā)現(xiàn)的焊接問題。
4. 典型缺陷的參數(shù)優(yōu)化方案
??焊點空洞檢測??
- 調(diào)低電壓10%減少散射
- 啟用銅濾波片
- 灰度閾值設定在28-35%(避免>45%的誤判設定)
??BGA焊球變形檢測??
- 倍率提升至1000X以上
- 開啟幾何畸變校正功能
- 采用多角度旋轉(zhuǎn)掃描
??微錫須識別??
- 降低電壓至80-90kV范圍
- 電流下調(diào)至280μA
- 切換鈹窗濾波器

四、X-Ray檢測流程標準化
為確保檢測結(jié)果的一致性和可靠性,建議采用以下標準化流程:
1. 設備準備與校準
檢測前確認X射線機、數(shù)字探測器等設備處于正常狀態(tài)。進行壞點校正、本底校正和響應不一致性校正,確保圖像質(zhì)量可靠。
2. 三加一檢測法
- ??全局檢查??:對PCBA進行整體掃描,評估PCB和元器件基本狀態(tài)
- ??局部放大??:針對可疑區(qū)域放大圖像,查找缺陷或疑似缺陷
- ??缺陷確認??:通過再次放大和傾斜成像對疑似缺陷進行識別分析
- ??BGA專項檢查??:對所有BGA封裝器件進行傾斜成像,檢查虛焊缺陷
3. 圖像質(zhì)量評定
根據(jù)標準要求,圖像信噪比(SNR)需達到相應技術等級:A級≥70(鋼/銅材料,>150kV),B級≥100。焊接接頭檢測時,測量區(qū)域不小于20×55像素。
五、建立閉環(huán)質(zhì)量控制體系
有效的BGA虛焊防控需要建立從預防到檢測再到反饋的閉環(huán)系統(tǒng):
1. 數(shù)據(jù)記錄與分析
對每個檢測到的缺陷進行記錄歸類,包括缺陷類型、位置、工藝參數(shù)等。利用統(tǒng)計工具分析缺陷分布規(guī)律,找出根本原因。
2. 工藝參數(shù)優(yōu)化反饋
將X-Ray檢測結(jié)果反饋給前道工序,指導焊膏印刷、貼裝和回流焊工藝的優(yōu)化。建立元件特征參數(shù)庫,針對不同元件類型定制檢測方案。
3. 定期系統(tǒng)驗證
定期對X-Ray設備進行性能驗證,確保檢測精度。同時,通過金相切片分析等方式驗證X-Ray檢測結(jié)果的準確性,完善判斷標準。
結(jié)語
BGA虛焊的防控需要系統(tǒng)工程思維,從設計、材料、工藝到檢測各個環(huán)節(jié)精益求精。通過優(yōu)化工藝參數(shù),結(jié)合科學的X-Ray檢測方案,1943科技可有效將BGA虛焊缺陷控制在極低水平。本文提供的參數(shù)設置和流程方法,基于行業(yè)實踐和理論分析,可根據(jù)實際生產(chǎn)情況靈活調(diào)整,以適應不同產(chǎn)品的特殊需求。

 2024-04-26
2024-04-26