在電子產品硬件開發過程中,PCBA焊接加工是最基礎、也是最關鍵的制造環節之一。焊接質量直接決定了產品的電氣性能、可靠性及長期使用壽命。然而,很多研發團隊或采購人員在選擇PCBA焊接加工廠時,往往只關注設備型號或單點價格,而忽略了更加核心的工藝控制能力與新產品導入服務能力。
本文將系統解析PCBA焊接加工的核心工藝要點,幫助您建立一套科學的焊接質量評估體系,并闡明為何焊接加工服務商是否具備NPI能力,應成為研發中試與小批量項目選廠的關鍵判斷標準。
一、PCBA焊接加工的核心工藝構成
PCBA焊接加工并非單一環節,而是一套完整的工藝鏈條。其核心組成部分包括:
- 錫膏印刷:焊膏量、位置精度、厚度一致性是焊接品質的第一道關口;
- 貼片:元件貼裝精度與壓力控制,直接影響細小封裝元件(如0201、0.4mm間距QFN)的焊接效果;
- 回流焊接:溫度曲線的設定與優化,決定了焊點合金組織的形成質量;
- 波峰焊接(針對插件元件):助焊劑噴涂、預熱溫度、錫波平整度等參數控制;
- 返修與補焊:針對個別不良焊點的手工或半自動返修能力。
一家專業的PCBA焊接加工廠家,必須具備上述全鏈條的工藝控制能力,并能根據不同產品特性進行參數匹配與優化。

二、焊接質量不只是“設備問題”,更是“管理問題”
很多采購方在考察PCBA焊接加工廠時,往往關注貼片機品牌或回流焊溫區數量。但在實際生產中,設備的先進程度并不等同于焊接質量的穩定性。真正決定焊接良率的,是以下三個管理層面的能力:
1. 工藝參數的標準化與可追溯
優秀的焊接加工廠會對每款產品的錫膏印刷參數、回流焊溫度曲線進行固化記錄,并建立批次可追溯體系。當出現焊錫短路、立碑、空洞等質量問題時,能夠快速定位原因并調整工藝。
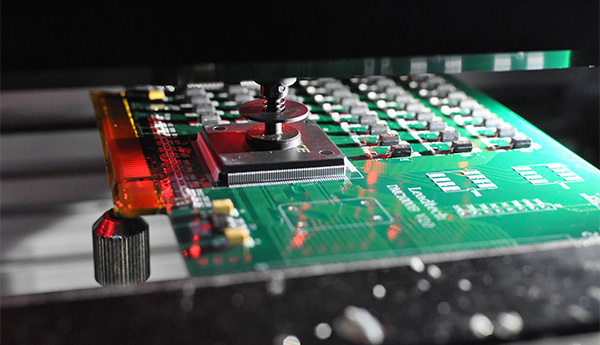
2. 檢測手段的完備性
- SPI(錫膏厚度檢測):印刷段攔截錫膏不足或偏位;
- AOI(自動光學檢測):焊接后檢查極性、短路、虛焊、少錫等問題;
- X-Ray(X射線檢測):針對BGA、QFN等隱藏焊點的空洞率檢測。
具備上述檢測能力的工廠,才能對焊接質量形成閉環控制。
3. 工程師的經驗與響應速度
面對研發中試階段的頻繁變更或特殊物料(如濕敏元件、異形件),只有經驗豐富且響應迅速的工藝團隊,才能在短時間內完成參數調整并輸出可靠焊接結果。

三、研發中試階段對PCBA焊接加工的特殊要求
對于處于研發中試階段的項目而言,PCBA焊接加工的需求與大批量生產存在顯著差異:
大批量生產的關注點:效率、節拍、單點成本
研發中試的關注點:交期、變更響應、問題可追溯、低起訂量
研發項目往往存在設計未完全凍結、BOM版本迭代、物料渠道不穩定等特點。這就對焊接加工服務商提出了更高的彈性要求。
1943科技專注研發中試NPI服務,深刻理解研發團隊在焊接加工環節的痛點:
- 允許小批量、多批次靈活下單;
- 主動進行DFM焊接可行性審查,提前預警封裝與焊盤不匹配問題;
- 建立快速換線與工程跟線機制,縮短等待時間;
- 對焊接異常提供詳細的失效分析與改進建議,而非簡單返修了事。

四、小批量成品裝配中焊接環節的特殊挑戰
當產品進入小批量成品裝配階段時,PCBA焊接加工的質量要求進一步提升。此時,焊接不再是孤立的工序,而是整機可靠性的基礎。
小批量階段常見的焊接相關挑戰包括:
- 混裝工藝:同一塊PCB上同時存在精細表貼元件與大型插件元件,對溫度曲線設置提出矛盾要求;
- 散熱與結構干涉:焊接后的板卡需要與外殼、散熱器、連接器配合,焊點高度與位置需精確控制;
- 測試覆蓋率要求:焊接質量必須能夠支撐后續整機功能測試與老化測試的通過率。
1943科技提供配套的小批量成品裝配服務,將焊接加工置于整機交付的全局中進行管理。我們不僅關注單板焊接良率,更關注焊接后的板卡在組裝、測試、使用全流程中的可靠性表現。

五、如何判斷一家PCBA焊接加工廠的真實水平?
在選廠過程中,建議您通過以下四個維度進行驗證:
|
評估維度 |
具體考察要點 |
|---|---|
|
工藝文件規范性 |
是否有標準的NPI評審單、回流焊曲線記錄、首件確認報告 |
|
檢測能力 |
SPI、AOI、X-Ray是否齊備,抽檢還是全檢 |
|
異常處理機制 |
出現虛焊、短路等問題時,是否提供根本原因分析報告 |
|
研發配合度 |
是否支持小批量、設計變更、緊急返單等研發場景 |
六、結語
PCBA焊接加工不是一項可以“按按鈕完成”的標準化服務,而是一項高度依賴工藝經驗、管理流程與響應能力的專業技術工作。尤其對于研發中試與小批量項目而言,選擇一家具備NPI導入能力和成品裝配配套能力的焊接加工合作伙伴,遠比在單板上節省幾毛錢的加工費更有價值。
1943科技始終以焊接工藝能力為基礎,以NPI服務為核心驅動,專注于為研發團隊和小批量項目提供專業、可靠、響應迅速的PCBA焊接加工及成品裝配服務。我們不追求規模最大,而是追求每一個焊點的可靠、每一批交付的放心。
如果您正在為研發項目尋找一家“懂焊接、會分析、能配合”的PCBA合作伙伴,歡迎進一步了解1943科技。

常見問答(FAQ)
Q1:PCBA焊接加工中常見的焊接缺陷有哪些?如何避免?
A: 常見焊接缺陷包括:虛焊(冷焊)、短路(連錫)、立碑、錫珠、空洞(尤其BGA/QFN器件)、少錫等。避免這些缺陷需要從三方面入手:一是優化回流焊溫度曲線,確保合金充分潤濕;二是控制錫膏印刷精度與厚度一致性;三是選擇具備SPI和AOI全檢能力的PCBA焊接加工廠,在過程中攔截不良。1943科技在NPI階段即進行焊接可行性分析,提前規避工藝風險。
Q2:小批量PCBA焊接加工與大批量焊接的區別在哪里?
A: 主要區別體現在三個方面:一是起訂量,大批量產線通常有較高MOQ要求,而小批量焊接服務(如1943科技)支持幾十到幾百片靈活下單;二是工藝調整頻率,小批量往往伴隨設計變更,需要工廠具備快速換線和工程跟線能力;三是成本結構,小批量更注重工程服務價值而非單純的點位價格。研發中試階段的焊接加工,本質上購買的是“技術配合能力”而非“規模效率”。
Q3:什么是NPI階段的焊接工藝評審?為什么重要?
A: NPI焊接工藝評審是指在正式生產前,由焊接加工廠的工藝工程師對客戶的PCB設計、BOM、封裝信息進行可制造性分析(DFM)。評審內容包括:焊盤與元件是否匹配、阻焊與絲印是否沖突、散熱設計是否影響焊接、測試點是否便于探針接觸等。這一環節的重要性在于:在投入產線前提前發現并閉環問題,避免在生產過程中反復停線、返修,從而顯著縮短研發試產周期。1943科技將NPI焊接評審作為標準服務流程。
Q4:如何評估一家PCBA焊接加工廠的焊接質量水平?
A: 建議從四個維度綜合評估:一是檢測能力,是否配備SPI、AOI、X-Ray并執行全檢或高比例抽檢;二是過程記錄,能否提供每批次產品的回流焊曲線、首件確認報告、AOI檢測數據;三是異常處理能力,面對焊接不良是否能提供失效分析報告(空洞率統計、切片分析等)而非簡單重焊;四是研發配合度,是否愿意在小批量階段安排工程跟線、主動反饋設計端問題。具備NPI服務能力的焊接加工廠,通常在這四個維度上表現更為規范。



 2024-04-26
2024-04-26