在電子制造產業鏈中,PCBA加工焊接是決定產品性能與可靠性的核心環節,其品質直接影響終端設備的運行穩定性與使用壽命。作為深耕SMT貼片加工領域的專業廠商,1943科技以標準化工藝、全流程質控與高效交付能力,成為眾多企業的優選焊接加工合作伙伴。本文將從行業標準、核心工藝、質控體系及服務優勢等維度,詳解PCBA加工焊接的專業選擇邏輯,助力企業精準匹配加工服務。
一、PCBA加工焊接的行業標準與核心要求
PCBA焊接需嚴格遵循國際與國內行業標準,確保焊點質量與可靠性。1943科技全面對標IPC-J-STD-001《焊接的電氣和電子組件要求》與IPC-A-610《電子組件的可接受性》兩大核心標準,同時契合GB/T 19247系列國標要求,從材料、工藝、驗收全維度規范生產。
核心標準要點
- 材料規范:焊料合金選用SAC305等無鉛材質,銅雜質≤1.1%、金≤0.2%;助焊劑按活性等級精準匹配工藝需求。
- 驗收分級:根據產品應用場景劃分等級——通用產品滿足Class 1要求,專用設備需達Class 2標準,高可靠場景執行Class 3嚴苛要求,其中Class 3需100%通過X射線檢測(AXI),焊點空洞率≤30%。
- 清潔度控制:松香殘留量按等級管控,Class 3產品要求≤100μg/cm²,通過專業清洗工藝達標。

二、1943科技PCBA焊接核心工藝體系
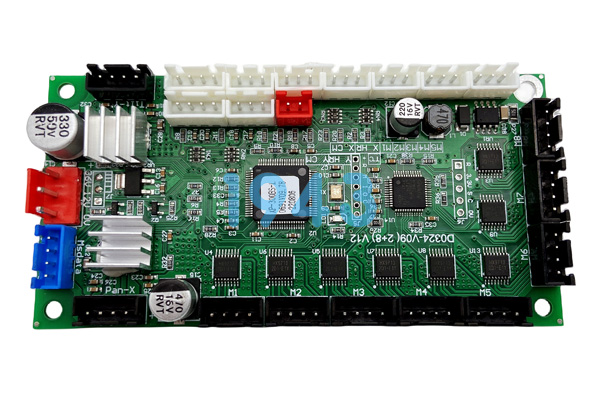
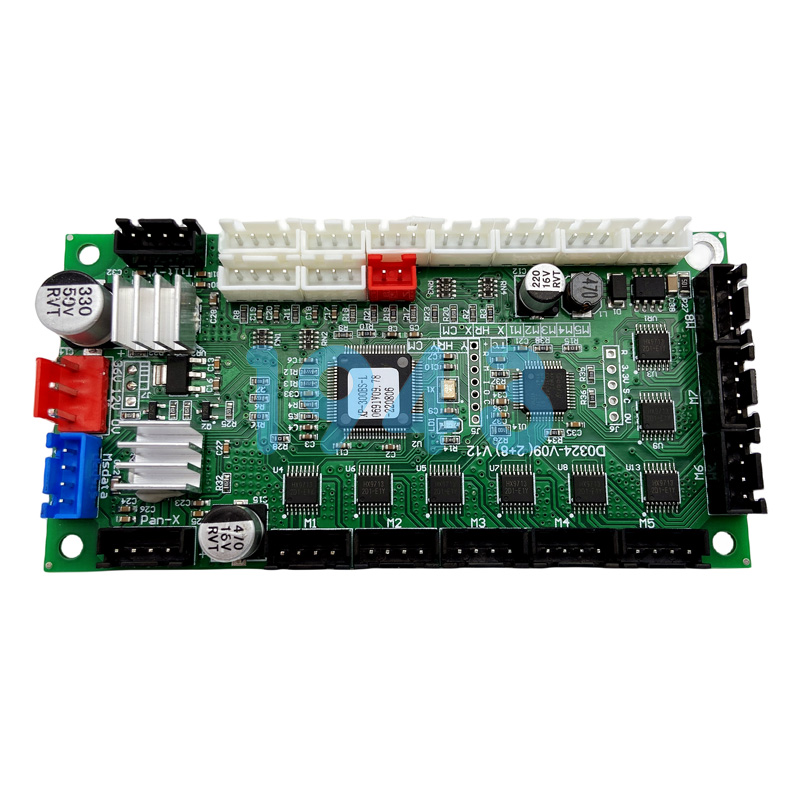
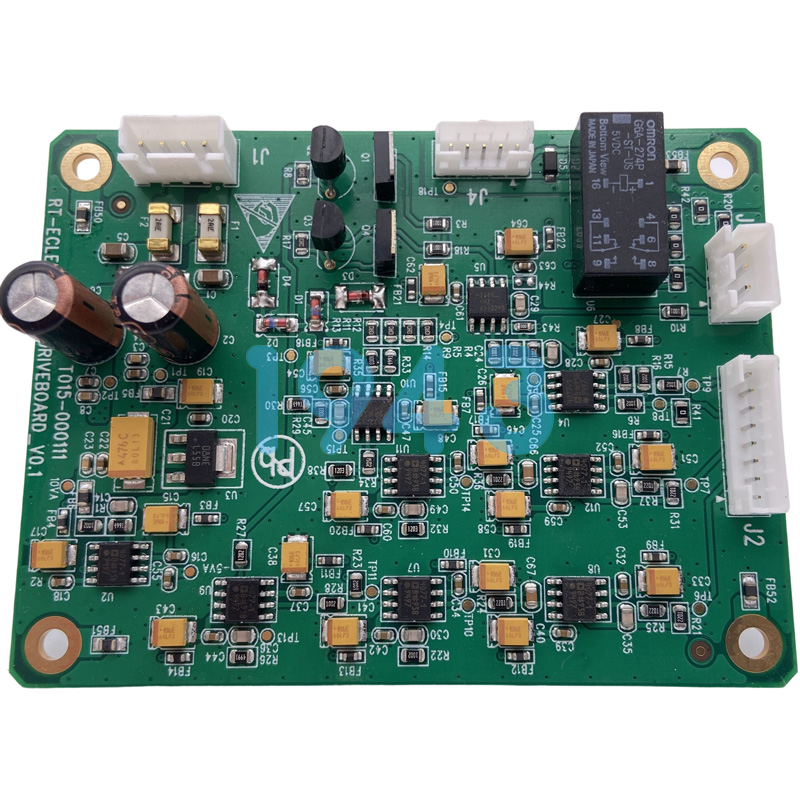
1943科技構建了“印刷-貼片-焊接-檢測”全流程標準化工藝,覆蓋SMT貼片焊接、DIP插件焊接等全場景,適配0201超微型元件、BGA/QFN等精密封裝,滿足不同產品的焊接需求。
1. 錫膏印刷:焊接質量的第一道防線
- 鋼網定制:根據焊盤尺寸與元件封裝,采用激光切割鋼網,優化開孔設計,QFN器件按1:0.92面積比配置,BGA焊盤內縮0.05mm,確保錫膏用量精準。
- 印刷管控:使用全自動錫膏印刷機,配合3D SPI(錫膏厚度檢測儀)實現100%體積檢測,厚度公差控制在±15%以內,印刷偏差≤0.05mm,避免因錫膏過量或不足引發連錫、虛焊。
- 環境控制:車間維持25±2℃、40%-60%RH溫濕度,錫膏嚴格執行4小時室溫回溫、8小時內用完的管理規范,防止錫膏吸濕導致焊接缺陷。
2. 精密貼片:微米級精度奠定焊接基礎
- 設備配置:采用高精度貼片機,重復定位精度±30μm,配備多視角視覺識別系統,0201元件識別精度達±30μm,有效攔截錯件、反件,識別通過率≥99%。
- 工藝優化:針對不同元件調整貼裝參數——微型元件貼裝壓力0.1-0.3N,大型BGA元件3-5N,避免元件損傷或貼裝偏移;每更換一盤元件執行料號確認,杜絕人為失誤。

3. 回流焊接:科學控溫保障焊點可靠性
通過精準溫區控制實現高質量焊接,根據焊膏特性與元件耐熱性定制溫度曲線,核心參數如下:
|
溫區階段 |
溫度范圍 |
持續時間 |
核心作用 |
|---|---|---|---|
|
預熱區 |
80-150℃ |
60-120s |
緩慢升溫,避免熱沖擊導致元件開裂,揮發錫膏溶劑 |
|
恒溫區 |
150-180℃ |
60-90s |
充分活化助焊劑,去除焊盤與元件引腳氧化層 |
|
回流區 |
217-245℃(無鉛) |
30-60s |
錫膏完全熔化,形成良好潤濕,峰值溫度較焊膏熔點高20-40℃ |
|
冷卻區 |
217-100℃ |
40-80s |
控制冷卻速率2-4℃/s,形成致密晶粒結構,提升焊點強度 |
4. DIP插件焊接:適配通孔元件場景
針對連接器、繼電器等通孔元件,采用波峰焊工藝,核心參數控制:焊波高度12mm、接觸時間3-5s、預熱溫度80-120℃,確保通孔填充率≥75%,同時避免焊盤翹曲。
三、全流程質控體系:從源頭規避焊接缺陷
1943科技建立“來料檢測-過程監控-成品檢測”三級質控體系,覆蓋每一個生產環節,有效降低虛焊、連錫、錫珠等常見缺陷發生率。
1. 來料檢測(IQC)
- 元件檢驗:對電阻、電容、IC等元器件進行外觀、規格、可焊性檢測,杜絕劣質物料流入生產;PCB板執行OSP涂層、鍍銅厚度檢測,存儲環境嚴格控濕。
- 錫膏管控:每批次錫膏檢測金屬含量、粘度、活性,確保符合工藝標準,同時建立錫膏使用臺賬,實現全程追溯。
2. 過程監控(IPQC)
- 實時巡檢:每2小時檢查烙鐵溫度(誤差≤±5℃),每日測試回流爐溫曲線,通過SPC(統計過程控制)系統監控工藝參數,及時調整異常。
- 缺陷管控:針對常見焊接缺陷建立快速響應機制——虛焊優化溫度曲線與助焊劑選型,連錫修正鋼網開孔與貼裝精度,錫珠控制錫膏回溫與預熱速率,確保缺陷率低于行業標準。

3. 成品檢測(FQC)
- 外觀檢測:通過10倍帶環形光放大鏡結合AOI(自動光學檢測)設備,全面篩查焊點潤濕、連錫、少錫、立碑等外觀缺陷,確保每顆焊點符合IPC-A-610標準。
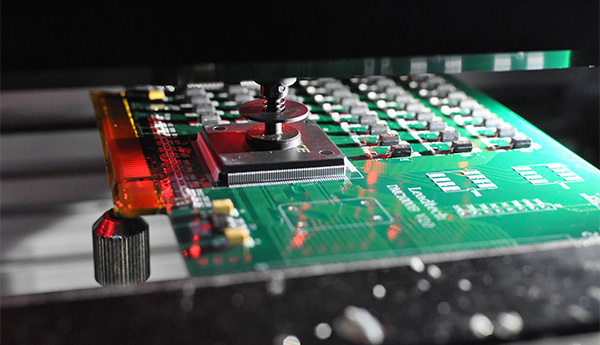
- 深度檢測:對BGA、QFN等隱蔽封裝元件,采用X射線檢測(AXI)排查內部空洞、虛焊,同時通過ICT(在線測試)、FCT(功能測試)驗證電路導通性與功能完整性。
- 可靠性測試:針對高可靠需求產品,開展高溫老化、振動測試,模擬復雜使用場景,確保產品長期穩定運行。
四、1943科技PCBA焊接服務優勢
1. 全場景適配能力
- 訂單類型:支持小批量打樣(1片起訂)、中批量量產(50-500片)、大批量定制,滿足研發驗證、試產、量產全階段需求。
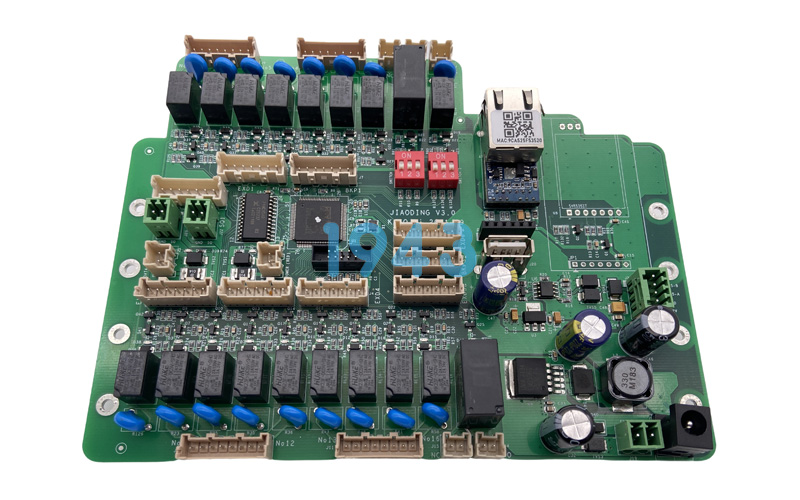
- 工藝覆蓋:可處理0201超微型元件、0.3mm間距BGA、多層板等復雜工藝,適配電阻電容、IC、連接器、傳感器等全品類元件焊接。
- 服務模式:提供SMT貼片加工、包工包料、代工代料等多種合作模式,一站式解決PCB制作、元器件采購、焊接加工、測試交付全流程需求。
2. 高效交付與成本優化
- 交期保障:小批量訂單最快5-7天交付,標準批量訂單2-4周完成,加急訂單可實現3天出樣,滿足企業快速上市需求。
- 成本控制:通過規模化元器件采購、自動化產線降本、鋼網復用等方式,為客戶節省12%-35%采購與生產成本,同時提供透明報價,無隱形費用。
3. 專業技術支持
- 工藝優化:擁有10年以上電子制造經驗團隊,可根據客戶產品需求提供工藝優化建議,如鋼網開孔調整、溫度曲線定制、元件布局優化等,提升焊接良率。
- 售后保障:提供7×24小時技術咨詢,交付后提供完整檢測報告(AOI、AXI、ICT/FCT),針對質量問題快速響應,提供返工、技術支持等全流程服務。

五、PCBA加工焊接常見FAQ
Q1:PCBA焊接常見缺陷有哪些?如何避免?
A:常見缺陷包括虛焊、連錫、錫珠、立碑、BGA空洞等。虛焊多因溫度不足、焊盤氧化導致,可通過優化回流曲線、加強PCB清潔規避;連錫源于鋼網開孔過大或貼裝偏移,需精準定制鋼網、提升貼裝精度;錫珠多由錫膏未充分回溫、預熱過快引發,嚴格執行錫膏回溫規范、控制預熱速率即可改善。
Q2:不同封裝元件(如BGA、0201)焊接有何特殊要求?
A:BGA焊接需重點控制溫度曲線,峰值溫度≤235℃,液相線以上時間45-75s,同時通過X射線檢測排查內部空洞;0201微型元件需采用高精度貼片機,優化鋼網開孔(避免錫膏過量),嚴格控制車間溫濕度,防止立碑缺陷。
Q3:PCBA焊接加工的報價與交期如何計算?
A:報價主要依據訂單數量、工藝復雜度、元件類型、測試要求確定,小批量打樣按片計價,批量訂單按焊點數量計費,同時收取少量工程費。交期方面,打樣訂單5-7天,標準批量2-4周,加急訂單可縮短至72小時,具體以需求評估為準。
Q4:1943科技的焊接質量如何保障?
A:1943科技全面對標IPC-J-STD-001、IPC-A-610與GB/T 19247標準,配備AOI、AXI、ICT/FCT等全檢測設備,建立三級質控體系,每批次產品提供完整檢測報告,同時通過SPC系統實時監控工藝參數,確保焊接良率≥99%。
Q5:是否支持包工包料服務?有何優勢?
A:支持包工包料一站式服務,依托長期合作的元器件原廠與一級代理商資源,可提供正品保障、價格優勢的元器件采購服務,同時整合PCB制作、SMT貼片、焊接、測試、交付全流程,相比客戶自主采購與加工,可縮短交付周期30%-50%,降低綜合成本10%-30%。
六、總結
PCBA加工焊接是電子制造的核心環節,選擇具備標準化工藝、全流程質控與專業服務能力的廠商,是保障產品品質與交付效率的關鍵。1943科技以IPC標準為核心、全流程工藝為支撐、三級質控為保障,覆蓋全場景焊接需求,可高效解決各類焊接痛點,助力企業降低成本、縮短周期、提升產品可靠性。
如需獲取精準報價或工藝優化方案,可提供Gerber文件、BOM清單與貼片坐標,1943科技將快速響應,為您定制專屬PCBA焊接加工解決方案。


 2024-04-26
2024-04-26