在SMT貼片加工過程中,錫珠問題是最常見也最令人頭疼的品質缺陷之一。這些微小的焊料顆粒不僅影響電路板的外觀,更可能導致電氣短路、接觸不良,進而影響產品的可靠性和使用壽命。作為SMT加工廠,1943科技將深入解析錫珠產生根源,并分享一套實用有效的三步優化法,助力客戶大幅提升產品良率。
為什么錫珠問題必須重視?
錫珠通常以直徑0.2~0.4mm的微小顆粒形態出現在片式元件周圍或IC引腳四周。它們的存在不僅意味著生產流程中存在某些不完善之處,更是潛在的質量隱患。當錫珠在使用過程中脫落,可能造成電路短路,進而引發整個產品故障 。

根源探究:錫珠產生的多方面原因
錫膏材料問題
錫膏本身的質量和處置方式直接影響焊接效果。錫膏中金屬含量偏離標準范圍(通常應在88%~92%)、金屬氧化度過高(超過0.15%),或助焊劑活性不足,都會增加錫珠產生的風險 。錫膏的儲存和使用條件也至關重要,若從冷藏環境取出后回溫不充分,吸收空氣中的水分,回流焊時溶劑揮發過快會導致焊料飛濺形成錫珠 。
印刷工藝缺陷
印刷環節是錫珠產生的關鍵階段。鋼網開口設計不合理(如與焊盤尺寸完全一致)、印刷厚度過厚(超過0.15mm),容易導致錫膏塌陷到阻焊層上 。刮刀壓力不足或角度不當、印刷速度過快,也會引起錫膏塌邊或偏移,為錫珠形成創造條件 。
回流焊溫度曲線不當
回流焊預熱區溫度上升過快(超過2℃/s),會使焊錫膏中的溶劑和水分迅速揮發,導致焊料飛濺形成錫珠 。峰值溫度過高或冷卻階段降溫速率不當,也會影響焊料凝固過程,促使錫珠產生 。
貼裝與設計因素
貼片壓力過大(超過1.5N)會將錫膏擠壓至元件下方的阻焊層上,焊接時形成錫珠 。PCB設計不合理,如焊盤尺寸過小、間距過窄,以及PCB本身含水汽過多,也都是不可忽視的因素 。

三步優化法:系統化降低錫珠不良率
針對錫珠產生的原因,1943科技通過多年實踐總結出一套行之有效的三步優化法,從材料、工藝和設備三個維度進行全面管控。
第一步:材料精細化管理
- 錫膏選型與儲存標準化:選擇金屬含量適中、氧化度低且顆粒均勻的優質錫膏。建立嚴格的錫膏儲存和使用標準:冷藏溫度2-10℃,使用前回溫4小時以上,開封后24小時內用完 。
- PCB防潮管控:對所有進廠的PCB進行濕度監測,必要時在125℃下烘烤4-8小時以去除水分。生產車間環境溫度控制在25±3℃、相對濕度45%-65%RH,防止材料吸濕 。
第二步:工藝參數精準調控
- 鋼網設計優化:針對不同元件類型設計專用鋼網。對于0603以下小元件,采用防錫珠設計(如開孔內縮或納米涂層結構),鋼網厚度控制在0.12mm以下,開口尺寸為焊盤面積的80%-90% 。
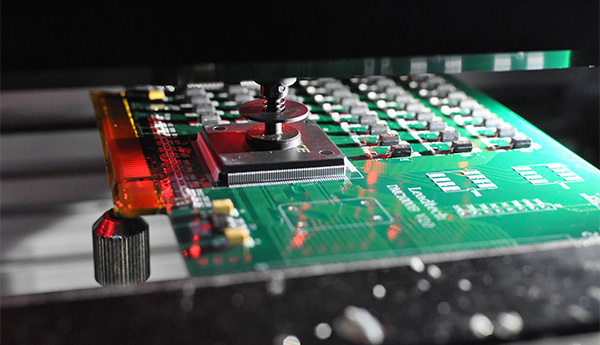
- 印刷參數精細化:將刮刀壓力精準控制在3-5kg/cm²、速度20-50mm/s。建立SPI(錫膏檢測系統)實時監控印刷質量,確保焊膏均勻涂布,避免塌邊或偏移 。
- 回流焊溫度曲線優化:調整預熱區升溫速率≤2℃/s,預熱時間60-120秒,使溶劑充分揮發。根據焊膏類型設定峰值溫度(如SAC305合金為235-245℃),并控制冷卻速率在4-6℃/s,減少焊料液態停留時間 。
第三步:設備與操作標準化
- 貼裝壓力精確控制:根據元件厚度和特性精準設置貼裝壓力(一般不超過1.5N)和貼裝高度,避免錫膏被過度擠壓到阻焊層上 。
- 建立全程監控系統:從錫膏回溫、印刷、貼裝到回流焊,建立關鍵參數監控點。實施嚴格的鋼網清洗周期(每5-10次印刷后徹底擦拭),避免殘留錫膏污染 。
- 人員培訓與標準化作業:定期對操作人員進行培訓,確保每個環節都嚴格按標準作業程序執行,減少人為因素導致的質量波動 。

持續改進:質量管理的閉環
實施三步優化法后,1943科技建議建立持續改進機制:通過統計分析錫珠發生的位置、數量和頻率,追蹤問題根源;定期對生產線進行工藝審計,評估現有參數的有效性;針對高密度、細間距元件等特殊板卡,開展針對性的工藝試驗,不斷優化參數組合。 通過三步優化法的系統實施,1943科技已幫助多家客戶將SMT貼片錫珠不良率降低了70%以上。我們深刻認識到,錫珠控制是一個系統工程,需要從材料、工藝、設備和管理等多個維度協同優化,才能實現高質量焊接,提升產品的市場競爭力。
如果您有SMT貼片加工需求,歡迎聯系1943科技團隊,我們將為您提供專業的解決方案和工藝優化服務。


 2024-04-26
2024-04-26